















수원정밀 나사의 공차 범위는 얼마입니까?
정밀 나사의 공차 범위는 얼마입니까?
서비스 핫라인
+86760-8787 8587우리는 나사 산업 생산 분야에서 10년 이상의 경험을 가지고 있으며 주요 제품은 다음과 같습니다. 나일론 볼트, 임베디드 부품 사출 성형 구리 너트, 육각 볼트 및 너트 세트, 스폿 용접 너트, 확장 나사 너트 세트, 유럽 표준 볼트, 해양 리프팅 아이 너트, 패드가 있는 볼트, 육각 소켓 헤드 3개의 조합 나사 및 나사, 확대 및 두꺼운 평 와셔, O-볼트, 흑색 및 경화 너트, 외부 육각 볼트 304개, 청동 스프링 와셔, 흑색 볼트 및 기타 패스너로 인해 제품 재질 사양 및 가격이 다르므로 필요한 경우 당사에 문의하십시오.
주제 내용 및 적용 범위 이 기술 요구 사항은 이동식 기계 및 장비의 수원고강도 볼트 조인트의 제조, 설치 및 검사에 대한 기술 요구 사항을 지정합니다. 이 기술 요구 사항에 명시되지 않은 내용은 관련 국가 표준에 따라 구현됩니다. 이 기술 요구 사항은 수원고강도 볼트 연결이 필요한 이동식 기계 강철 구조물에 적용됩니다. 이 기술 요구 사항은 공장 내 및 현장 설치를 위한 품질 관리 및 시공 방법에 적용됩니다. 2. 접합면 처리 2.1 마찰식 수원고강도 볼트 접합의 경우 접합부의 접합면은 서로 밀착되고 충분한 마찰계수가 있어야 한다. 설계도에 접합면에 대한 처리 요구 사항이 지정되지 않은 경우 처리는 다음 규정에 따라 수행되어야 합니다. 표면은 Sa2.5 표준에 도달하고 거칠기는 50 ~ 75μm이며 마찰 계수는 0.40보다 낮아서는 안됩니다. 도면에 규정이 있는 경우 도면의 규정에 따릅니다. 2.2 처리된 수원고강도 볼트 연결부의 마찰면은 먼지와 기름으로 인한 오염을 방지하기 위한 보호 조치를 취해야 합니다. 수원고강도 볼트 연결부의 마찰면에 자국을 남기는 것은 엄격히 금지되어 있습니다. 공장에서 보관하거나 설치 장소로 운송하는 동안 연결 표면이 오염되지 않도록 특별한 예방 조치를 취해야 합니다. 설치 유닛은 수원고강도 볼트의 접합 플레이트와 모체의 접합면의 청정도 및 마찰면 특성을 보호하는 데 각별한 주의를 기울여야 합니다. 연삭기를 사용하여 연결 판의 연결 표면과 모체의 연결 표면을 연마하는 것은 허용되지 않습니다. 3. 고장력볼트 마찰면의 미끄럼방지계수 검사 미끄럼방지계수의 검사는 철골제조배치를 기준으로 하여야 하며, 단일 프로젝트의 각 2000t를 하나의 제조배치로 간주하고, 2000t 미만은 배치로 간주됩니다. 2개 이상의 표면처리 공정을 선택하는 경우 각 표면처리 공정을 검사해야 합니다. 표본의 세 그룹의 각 배치. 연결이 외부 기업으로 확산되는 경우 각 해당 기업은 미끄럼 방지 계수 테스트를 수행해야 합니다. 3.1 미끄럼 방지 계수 시험에 사용되는 시험편은 공장 또는 보급 기업에서 처리해야 합니다. 시험편과 대표적인 철골구조 부재는 동일한 마찰 표면 처리 공정을 사용하여 동일한 배치로 생산되고 동일한 표면 상태를 갖는 동일한 재료이어야 합니다. 그리고 동일한 성능 수준의 동일한 수원고강도 볼트 연결 쌍을 사용하고 동일한 환경 조건에서 보관하십시오. 미끄럼 방지 계수 시험은 GB50205 철강 구조 공학 건설 품질 승인 코드의 시험 방법에 따라 수행됩니다. 3.2 미끄럼 방지 계수 검사의 최소값은 설계 지정 값 이상이어야 합니다. 상기 명시된 값이 충족되지 않을 경우 부품의 마찰면을 재가공해야 합니다. 처리된 부품의 마찰 표면을 다시 검사합니다. 4. 철구조물용 마찰형 고장력볼트의 접속 및 설치 4.1 설치 전 준비사항 4.2 볼트, 너트, 와셔에 적합한 것을 선정한다. 연결 쌍의 토크 계수에 대한 보증 기간은 인도일로부터 6개월입니다. 4.3 다음의 경우 볼트, 너트, 와셔는 부적격품으로 사용을 금합니다. ㅏ. 출처(제조업체)를 알 수 없습니다. 비. 기계적 특성은 알려져 있지 않습니다. 씨. 토크 계수 k는 알 수 없습니다. 디. 결함 있는; 이자형. 성능 테스트 보고서가 첨부되지 않았습니다. 에프. 다른 배치의 볼트와 혼합; g. 길이가 부족한 볼트, 즉 볼트 머리는 조인 후 너트의 끝면이 보이지 않습니다. 일반적으로 빼는 너트 단면의 길이는 2~3나사입니다. 시간. 연결 쌍의 토크 계수가 보증 기간을 초과합니다. 운송 및 보관 시 방수에 각별한 주의를 기울여야 합니다. 4.4 대형 육각 헤드 수원고강도 볼트를 제작하기 전에 수원고강도 볼트 연결 쌍의 토크 계수를 공장 승인에 따라 다시 검사해야 합니다. 8세트의 각 배치를 다시 검사해야 합니다. 0.010보다 작거나 같습니다. 토크 계수의 재검사 방법은 GB50205 철골 구조 공학 건설 품질 승인 코드의 규정에 따라 수행되어야 합니다. 수원고강도 볼트의 설치는 시험 후 짧은 시간 내에 수행되어야 합니다.

스터드볼트의 지름, 길이 및 수량은 요구사항에 적합하여야 하며, 스터드볼트의 종류 및 재질은 등급에 따라 결정한다. 일반적으로 사용되는 수원수원수원스터드 볼트(전체 나사 스터드라고도 함)에는 두 가지 유형이 있습니다. 실은 굵은 실과 가는 실의 두 가지 유형으로 나뉩니다. 굵은 나사 보통 나사는 M과 호칭 지름으로 표시되고 수원가는 나사 보통 나사는 M과 호칭 지름 × 피치로 표시됩니다. 패스너 표준은 M36 볼트는 거친 나사산을 사용하고 M36 이상의 직경은 수원가는 나사산을 사용할 수 있으며 피치는 3이라고 규정합니다. bm=1d 스터드는 일반적으로 두 개의 강철 연결 부품 사이의 연결에 사용됩니다. bm=1.25d 및 bm=1.5d 스터드는 일반적으로 주철 연결 부품과 강철 연결 부품 사이에 사용됩니다. bm=2d 양단 스터드는 일반적으로 연결할 알루미늄 합금과 연결할 강철 사이의 연결에 사용됩니다. 전자 커넥터에는 내부 나사 구멍이 있고 후자 커넥터에는 관통 구멍이 있습니다. 같은 길이의 스터드 양쪽 끝에 있는 나사산은 너트와 와셔로 맞춰야 하며 관통 구멍이 있는 두 개의 연결된 부품에 사용됩니다. 용접 스터드의 한쪽 끝은 연결 피스의 표면에 용접되고 다른 쪽 끝(나사형 끝)은 관통 구멍이 있는 연결 피스를 통과한 다음 와셔를 끼우고 너트를 나사로 조여줍니다. 연결된 두 부분이 전체적으로 연결되어 있다는 것입니다.


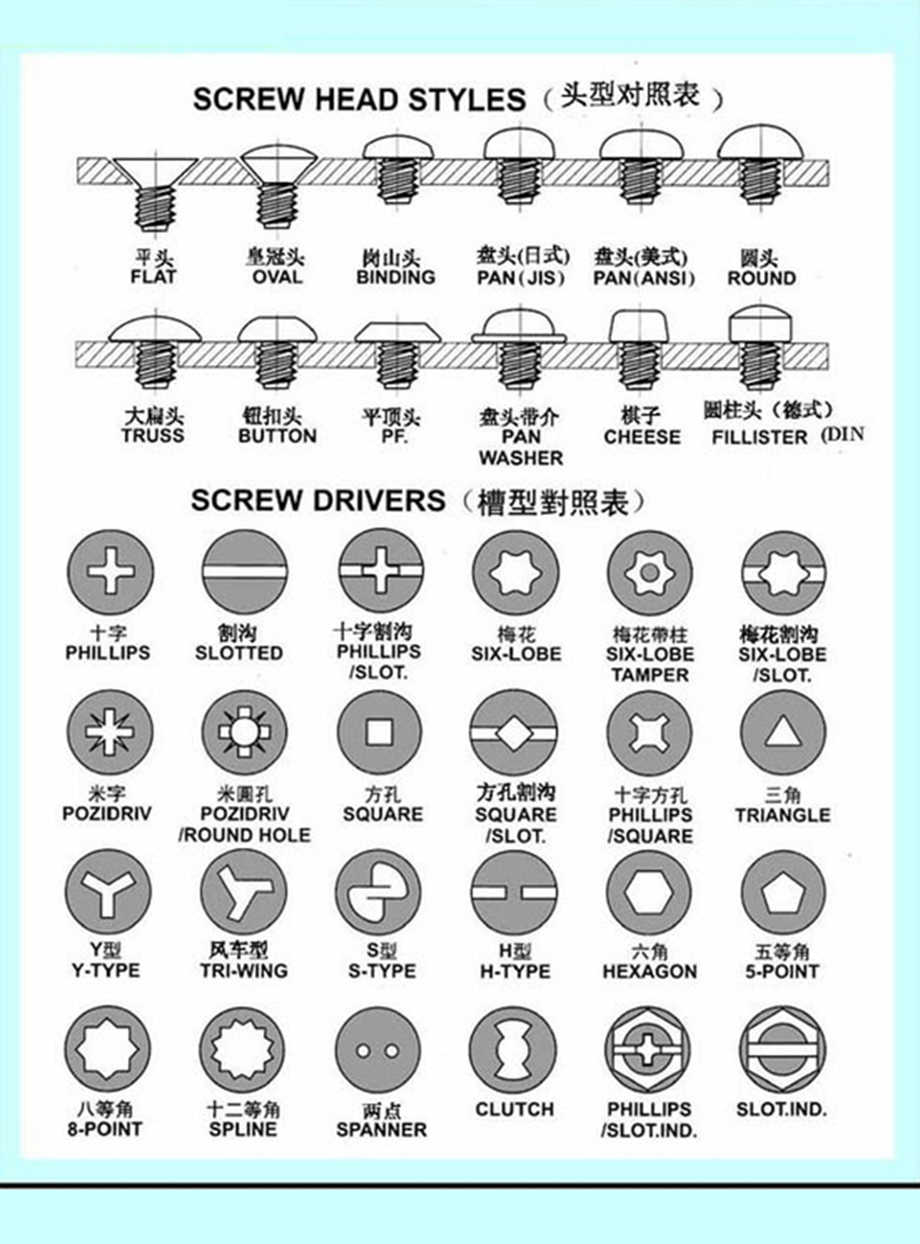
기본 매개변수 방송 이름 1. 수원수원수원수원수원수원기계 나사 2. 수원수원수원수원수원수원수원셀프 태핑 나사 3. 수원수원드릴 나사 4. 벽판 나사 5. 섬유판 나사 6. 수원나무 나사 7. 육각 수원나무 나사 8. 비탈출 나사 9. 조합 나사 10. 마이크로 나사 11 . 수원가구 나사 12. 수원전자 나사 13. 수원체인 나사 머리 유형: 1. 육각 머리(육각 머리) 2. 플랜지가 있는 육각 머리(플랜지가 있는 육각 머리) 3. 사각 머리(사각 머리) 4. T자형 머리 T 머리( 해머 헤드 5. 머쉬룸 헤드(트러스 헤드) 6. 원통형 헤드(치즈 헤드) 7. 둥근 헤드(둥근 헤드) 8. 팬 헤드(팬 헤드) 9. 접시머리(납작한 머리) 10. 하프 접시 머리 제기 접시머리 ( 홈 유형: 1. 평면 2. 내부 삼각형 3. 내부 모서리 사각형 4. 십자형 5. 벼 모양 6. 꽃 모양 7. 매화 8. 꽃 모양 9. 특수 모양 10. 내부 육각형

독립형 포켓 스프링 패드는 다수의 독립형 포켓 스프링을 포함하며, 이러한 독립형 포켓 스프링이 규칙적으로 행과 열로 배열되어 스프링 패드를 형성합니다. 여기서, 포켓 스프링 열의 각 열은 포켓 스프링 열의 인접한 열에 측방향으로 접합된다.

위 내용은 Yueluo 또는 인터넷에서 업로드한 것입니다. 저작권 문제가 있는 경우 [email protected]으로 문의하시기 바랍니다.

정밀 나사의 공차 범위는 얼마입니까?

올바른 스테인레스 스틸 나사 제조업체를 선택하는 방법은 무엇입니까?

육각형 헤드 나사의 머리 아래에 R 각도가있는 이유는 무엇입니까?

우리는 나사 산업에서 10년 이상의 생산 경험을 가지고 있으며 주요 제품은 다음과 같습니다. 링 피쉬 나사,...

우리는 나사 산업에서 10년 이상의 생산 경험을 가지고 있습니다. 주요 제품은 나사산 나사, 12.9미터 나...
우리는 나사 산업 생산 분야에서 10년 이상의 경험을 가지고 있으며 주요 제품은 다음과 같습니다. 나일론 볼...

우리는 나사 산업에서 10년 이상의 생산 경험을 가지고 있습니다. 주요 제품은 다음과 같습니다. 핸들 너트 ...

+86760-8787 8587

+86132 6870 6820

모바일 웹사이트

+86760-22181790

